 The Redford Crown Glass Works in Clinton County, NY, was one of the most important of some forty New York State glass concerns operating after 1830.
The Redford Crown Glass Works in Clinton County, NY, was one of the most important of some forty New York State glass concerns operating after 1830.
The company’s articles of incorporation show that the factory was incorporated by “Gurdon Corning, Gershaw Cook, John S. Foster and Charles W. Corning.”
Cook and Gurdon Corning of Troy, NY, representing the glass company, were given a tract of land by Philip Kearney of the city of New York. Land was first purchased between Franklin Falls and Bloomingdale on which to establish a glass factory.
Finding the area unsuitable because of the distance from a market and the poor quality of sandstone, they transferred their interest to Redford.
The tract was one mile square and was located where the community of Redford now stands, in the town of Saranac. The land was made available on the condition that the company erect a glass factory, build a gristmill and keep it in running order.
Work began in March 1831. A sawmill was built, and later a gristmill, while work on the stone buildings of the glass factory was being carried on. Redford presented a very busy scene during this time, with all of the workers trying to finish the construction.
The first lot of glass was turned out in October 1831. The factory had been established for the sole purpose of manufacturing crown window glass. Investments of more than $50,000 had been made in the factory – some reports say as much as $100,000.
 The company’s original glass blowers were mostly English and Scottish. Many of them had worked in the South Jersey area, and this may account for the similarity between Redford and South Jersey glass.
The company’s original glass blowers were mostly English and Scottish. Many of them had worked in the South Jersey area, and this may account for the similarity between Redford and South Jersey glass.
Most of these glass blowers were considered the aristocrats of the town. Christian Myers was the blacksmith for the entire life of the glass works.
Redford’s first superintendent was John S. Foster, who had been employed at the South Boston Glass Company and at the Champlain Glass Company of Burlington, Vermont.
His ideas were too expensive for Redford, however, and in 1833, in a disagreement over wages he left the company and began his own factory in Jefferson County, near Alexandria Bay.
He deliberately called the factory “Redwood” and produced the same varieties of glass as those made in Redford, causing confusion with the glass works there.
The factory normally employed about 175 men. In peak years they had as many as 300 workers and the product taken was to Plattsburgh on Lake Champlain three times a week to be shipped out. During this time an additional four square miles of land were bought to provide fuel for the running of the factory.
The glass works made crown window glass of two grades. The premium grade was called Redford Crown Glass and the other, about a third cheaper, had the name of Saranac Crown Glass.
The chief ingredient used in making the glass was white Potsdam sandstone. The exceptional quality of this material may have given Redford glass its distinguishing brilliance, luster, durability and color.
 The factory product was made in two colors - brilliant aquamarine and sea green. The superiority of Redford Crown Glass consists in its thickness, strength, color, straightness, evenness and brilliance.
The factory product was made in two colors - brilliant aquamarine and sea green. The superiority of Redford Crown Glass consists in its thickness, strength, color, straightness, evenness and brilliance.
Making Glass at Redford
Redford glass was basically made like any other glass; it was a fused combination of oxides from soda, potash, lime and lead. The exact formula was a closely guarded secret, a copy of which was kept in a closet in the “company house.”
The raw material for a batch of crown glass usually contained 30 to 36 per cent of raw limestone, 35 to 42 percent of sulphate of soda, 1½ to 2½ per cent of pulverized charcoal to each one hundred parts of sand.
Pearl ash used in Redford glass was obtained near Malone, and clay was near at hand in Clayburgh for the manufacture of brick. The surrounding forests supplied the wood for fuel.
[Clayburgh is located A hamlet on Route 3 on the north side of the Saranac River, southwest of the hamlet of Saranac, NY.]The factory was 80 feet wide, 150 feet long and 12 feet high. The glass works consisted of a factory building that housed two furnaces and a mixing room adjoining the factory. Beyond was a room for crushing sandstone, and near this was the kiln where the stone was burned.
Another building housed the cutting, packing and pot rooms. Close to the factory building was the blacksmith shop, where the pipe, puntee and all other implements of iron and steel required in glass-making were made.
[A puntee (punty, or pontil) is a solid metal rod tipped with molten glass used as a handle to hold a blown vessel. This allows the glassmaker to detach the piece from the original blowpipe.]There was also a “dry house,” the place where the wood fuel was dried for the furnaces. The dry house was run day and night, two men working shifts of twelve hours, when they were relieved by two others.
 The Redford factory had two furnaces. The melting pots had been imported from England; they were mostly made from Stonebridge clay. The melting pots were open, truncated cones with the smallest diameter and thickest structure at the bottom.
The Redford factory had two furnaces. The melting pots had been imported from England; they were mostly made from Stonebridge clay. The melting pots were open, truncated cones with the smallest diameter and thickest structure at the bottom.
The manufacture of these pots demanded exacting and tedious labor because the slightest flaw in material or structure would be sufficient to waste their contents. They cost from forty to one hundred dollars and lasted only about seven weeks.
If a pot cracked, the furnaces was immediately slacked. There were six melting pots in each furnace, and one furnace was used until it began to show signs of failing; then the other one was started. These stand-by facilities made continuous production possible.
During the melting process, the shearers kept up the fire with dried wood called shiders. They were placed in the furnace through a shear hole at each end. An average of six shiders were placed in each shear hole.
When the melt was finished, the firing ceased and every aperture in the furnace was closed, remaining this way for several hours. This was done to allow the molten glass to settle and for any impurities to rise to the top of the pots.
Next was the blowing. At Redford, fifteen to seventeen men and four boys were employed in this business. In blowing, a recess of about three hours was usually taken. During the blowing period, the fire in the furnace was reduced.
Iron blow pipes for the crown window glass were about six feet long and somewhat more than an inch in diameter. Pipes for blowing small objects were smaller in diameter. The upper end of the pipe was polished for a mouthpiece and a waxed cord was wound around it for a distance ·of ten inches, down to a ring.
The lower end of the pipe, for about five inches, was shaped like an inverted funnel. The “puntee” was about the same length as the blow pipe, but was solid and the same size throughout.
The gatherers, blowers and cutters, all wearing a minimum of clothing in the super-heated room, each played his part in the blowing process.
 When the melt was ready, a “call boy” would run to the homes of the company’s approximately twenty blowers to summon them. The gatherer inserted the flared end of the pipe into the furnace, starting the “journey.”
When the melt was ready, a “call boy” would run to the homes of the company’s approximately twenty blowers to summon them. The gatherer inserted the flared end of the pipe into the furnace, starting the “journey.”
Several insertions of the mass were required after which the blow pipe was taken by the blower who rolled the still-pliable mass on a metal or stone table known as the “marver,” until it was roughly cone-shaped, the extremity of which was the bullion point that made the decorative bull’s-eye glass.
The glass, into which a bubble of air had been blown, assumed a globular shape, flattened on the under side, with the bullion point in the center, as the skillful hand twirled his glass. [Watch this at Corning Glass Museum.]
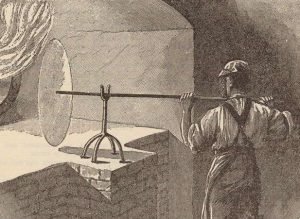
When the blower rested his pipe on the horizontal supports, another workman attached a warm cup of glass and carried on his puntee to the bullion point. The twirling globe was then fastened to the two bars, the blow pipe and the puntee.
The blower touched the glass next to his pipe with a cold iron and quickly struck it, severing the blow pipe from the glass and giving the glass over to the puntee. Where it left the blow pipe was a round opening or “nose” which was put in the furnace.
From the reheating and the rapid turning of the puntee, the opening grew larger until the glass took the crown shape. As the heat and centrifugal force continued, the crown opened out to a circular plate or “table” continually held out flat by the swift whirling until it was laid on a bed.
Shearers detached the puntee from the bull’s-eye pane, now considered valuable by collectors, but thought to be waste at that time. When the glass in the kilns was cool enough, it was removed to the cutting rooms.
The Redford store, owned by the company, was the general depot for supplies for the people of the village and surrounding areas. It had no competitors, and its prices were maintained under all circumstances.
 Small change was scarce and the company found it necessary to issue scrip for change. The scrip was in the form of due bills at the store and was for three, five, six, ten, twelve, fifteen, twenty, twenty-five, fifty and seventy-five cents. The last three were lithographed with pictures of the company. Today the script is very rare.
Small change was scarce and the company found it necessary to issue scrip for change. The scrip was in the form of due bills at the store and was for three, five, six, ten, twelve, fifteen, twenty, twenty-five, fifty and seventy-five cents. The last three were lithographed with pictures of the company. Today the script is very rare.
The company allowed its glass blowers to make offhand pieces in their spare time. It soon became apparent that the local citizenry offered a market for commercial glassware.
Excluding window glass, canes and witch balls, not more than two hundred and fifty pieces of Redford glass can be authenticated. Today these are avidly sought by American antique glass collectors.
Late in 1843 the glass company was shut down and kept closed until the spring of 1846, when it was reopened. It remained open until 1852, when it finally closed for good.
There were several reasons for the failure of the factory. One was the exhausted timber holdings that supplied the fuel for the furnaces. Others were the too-limited market and the lack of cheap transportation.
 Perhaps the largest single reason for the failure of the Rexford Crown Glass Works was the competition from other factories that used coal as fuel, and could therefore produce the glass at much cheaper prices than Redford.
Perhaps the largest single reason for the failure of the Rexford Crown Glass Works was the competition from other factories that used coal as fuel, and could therefore produce the glass at much cheaper prices than Redford.
These factories were located, for the most part, in Pennsylvania. Thus came the end of one of Northern New York‘s great industries, and with it the end of production of some of the finest glass products made in the nineteenth century.
Read more about New York’s glass industry at this time.
A version of the essay by Geralynn M. Racette of SUNY Plattsburgh was first published in the March 1979 issue of North Country Notes, a publication of the Clinton County Historical Association (CCHA).
CCHA holds the largest collection of Redford Glass in Northern New York. “Reflections: The Story of Redford Glass,” the catalog of an exhibition held at the CCHA in 1979, is available to purchase from CCHA. Shipping is available; call (518) 561-0340 to order.
Illustrations, from above: “The Crown Process,” ca. 1891 (New York Public Library); Redford Glass Works pitcher with lily-pad decoration (courtesy Alice T. Miner Museum); Redford Glass Company crown window glass sizes and prices, 1838 (Adirondack Experience Library); Two Redford Glass Works jugs (Miner Museum); a window made of crown glass (the center bulge or bump, now known as a bullseye, bullion, or crown, was undesirable at the time but has since become popular; Redford Glass Works Company paper script (Miner Museum); and a Redford Glass Works witch ball on display at Clinton County Historical Society in 2022).
Source link



